Лазерно рязане
Лазерното рязане е технология за рязане на материали, при която се използва лазер с голяма мощност. Лазерният лъч, поради своята специфика позволява да се концентрира голямо количество енергия на малка площ. При концентрацията на тази енергия, материалът независимо от своите физически свойства се топи, изгаря или се изпарява и издухва после от струята на използвания газ. При това се получават много тесни разрези с минимални зони на термично въздействие. Лазерното рязане се отличава с отсъствието на механично въздействие върху материала на обработка, както и минимална деформация по време на рязане и след това. Поради това независимо от качествата на материалите се получават детайли с голяма точност на размерите. Поради голямата мощност на лазерния лъч се осигурява голяма производителност на процеса и добро качество на разреза.

Видове лазери, използвани за рязане редактиране

Има три основни вида лазери, използвани за лазерно рязане. Лазерът на основата на въглероден диоксид (CO2-лазер) е подходящ за рязане, пробиване и гравиране. Неодимовите (Nd) лазери и Nd:YAG лазери (на английски: neodymium yttrium-aluminium-garnet) са подобни по конструкция и се различават само по приложенията си. Неодимовият лазер се използва за пробиване и там, където се изисква голяма енергия и малка скорост на повторение. Nd:YAG лазерите се използват там, където се изисква голяма мощност за пробиване и гравиране. И двата вида се използват за заваряване.
Методи на рязане редактиране
Термичното лазерно рязане се състои от два едновремено протичащи процеса. На първо място енергията на фокусирания лазерен лъч се абсорбира на мястото на рязане. От друга страна дюзата за рязане, разположена концентрично на лазерния лъч, подава процесен газ, който издухва парите и пръските и пази фокусиращата оптика, а от друга отстранява отпадния материал от отрязаната част. В зависимост от температурата в мястото на рязане и използвания процесен газ, материалът от разреза (фугата) може да бъде в различно агрегатно състояние. В зависимост от това дали този материал е течност, оксидационен продукт или пара, може да се различават три различни вида лазерно рязане: лазерно рязане чрез топене на материала, лазерно рязане чрез прегаряне и лазерно рязане чрез сублимиране.[1]
Дебелините на материалите, които се постигат при рязането, са 40 мм за стомана, 50 мм за неръждаема стомана, и 25 мм за алуминий. При алуминия и медта, рязането се усложнява от отразяването на голяма част от енергията на лазера, както и от високата топлопроводимост на тези материали, с което се намаляват оксидационните процеси, които подпомагат рязането.
-
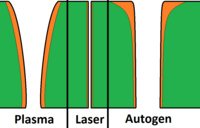 Разрез на отрезите при различни видове рязане: вляво-плазмено рязане, по средата-лазерно рязане, вдясно-газово (оксиженово) рязане
Разрез на отрезите при различни видове рязане: вляво-плазмено рязане, по средата-лазерно рязане, вдясно-газово (оксиженово) рязане -
 Точности при различни дебелини на ламарината за газово рязане (жълта зона), плазмено рязане (синя зона), абразивно-водоструйно рязане (сива зона), лазерно рязане (червена зона) и ерозиране (зелена зона).
Точности при различни дебелини на ламарината за газово рязане (жълта зона), плазмено рязане (синя зона), абразивно-водоструйно рязане (сива зона), лазерно рязане (червена зона) и ерозиране (зелена зона). -
 Скорости на рязане при газово (оксиженно) рязане, лазерно рязане и плазмено рязане.
Скорости на рязане при газово (оксиженно) рязане, лазерно рязане и плазмено рязане. -
 Лазерно рязане на меден детайл с използването на твърдотелен лазер
Лазерно рязане на меден детайл с използването на твърдотелен лазер




Лазерно рязане чрез топене на материала редактиране
Отрязването в този случай се извършва при постоянно стопяване и издухване на материала за рязане. Газовата струя предотвратява допълнителното окисляване на повърхността, като се използва предпазващ инертен газ, най-често азот. При това налягането на газа достига до 22 бара. Качеството на отреза е достатъчно високо, за да не се нуждае от допълнителна обработка по-късно. Използва се обикновено лазерна установка с CO2-лазер.
Лазерно рязане чрез прегаряне редактиране
Най-често използваният в миналото метод за рязане на желязосъдържащи сплави е лазерно рязане с изгаряне. Подобно на газовото (оксиженното) рязане, материалът се загрява до температура на запалване и изгаря чрез подаване на кислород. Освободената при горенето енергия подпомага съществено процеса на рязане. Получените при този процес железни окиси (шлака) се издухват от струята на кислорода. При цветните метали получената енергия не е достатъчна, за да подпомага процеса на рязане.
Лазерно рязане чрез сублимиране редактиране
Характерно за рязането чрез сублимиране е изпаряването или пиролизата на загретите материали и моменталното издухване на парите. С този метод се обработват материали, които нямат ясно изразена течна фаза. При това материалите преминават от твърдо състояние директно в газообразно. Режат се както органични, така и неорганични материали. Типични материали са кожа, дърво, текстил, както и хомогенни и стъклонапълнени пластмаси.
Източници редактиране
- ↑ Laser Cutting - Cutting Processes // Посетен на 2020-09-14.